The global conveyor system market is witnessing unprecedented growth, driven by the rapid expansion of e-commerce and the transition toward Industry 4.0. In today's commercial landscape, conveyor systems are no longer just mechanical belts; they are the central nervous system of modern distribution hubs. From the high-speed sorting facilities in North America to the heavy-duty manufacturing plants in Southeast Asia, the demand for "Smart Conveying" is at an all-time high.
Technological convergence is reshaping the sector. Key trends include the integration of IoT sensors for predictive maintenance, AI-driven sorting algorithms, and modular designs that allow for flexible warehouse layouts. There is a clear shift from traditional manual handling to Autonomous Storage and Retrieval Systems (ASRS) and motorized systems that prioritize energy efficiency and zero-downtime performance.
International enterprises are seeking partners who offer more than just hardware. Today's procurement managers prioritize system integration expertise, scalability, and robust after-sales support. Reliable exporters from China, like Ningbo Okapi Logistics, are meeting these needs by providing cost-effective, high-precision equipment that complies with international standards like ISO9001 and CE, ensuring seamless integration into global supply chains.
As a leading Chinese manufacturer, we leverage a 10,000 square meter production plant equipped with advanced machinery for stamping, resistance welding, and wire cutting. Our location in Ningbo provides us with a strategic logistics advantage, allowing us to export to Europe, America, and Japan efficiently. We offer the perfect balance of competitive pricing and world-class manufacturing quality.
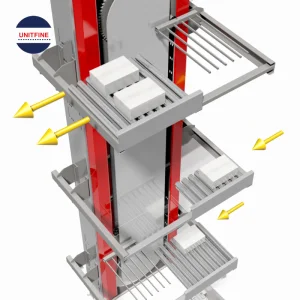
We understand that no two warehouses are the same. Our technical team specializes in OEM services and custom designs tailored to specific usage habits and spatial constraints. Whether it's a multi-level fork handling system for a compact supermarket or a heavy-duty shuttle racking system for a chemical plant, our products are engineered to save space and improve operational efficiency.
Our conveyor and storage solutions are applied across diverse fields including Automotive, Supermarkets, Shipbuilding, and Light Industry. In localized scenarios, such as cold-chain logistics in Northern Europe or rapid e-commerce fulfillment in Southeast Asia, our equipment excels by reducing labor costs and minimizing cargo damage through intelligent automation and safety-first designs.
Year Established
Production Facility
Export Ratio
Quality Certified
Ningbo Okapi Logistics Co., Ltd. is a professional logistics equipment manufacturer integrating scientific research and development, manufacturing, sales, and services. Since our inception in 2007, we have remained market-oriented, absorbing advanced planning and management concepts to help our clients reduce costs and improve customer service.
Our core product range includes high-speed conveyor systems, storage racks, logistics trolleys, and intelligent ASRS solutions. With a dedicated team of quality management personnel and technicians, we ensure that every piece of equipment leaving our factory meets the rigorous demands of global trade.

Incoterms: FOB, CFR, CIF
Payment Terms: L/C, T/T
Annual Sales Volume: US$1 Million - US$2.5 Million
Lead Time: 1-3 months (Peak Season)
Production Lines: 2 Dedicated Lines
Factory Size: 3,000-5,000 square meters (workshop specific)
Staff: 101~200 dedicated employees
OEM Service: Fully Supported
Our solutions are engineered for high-performance in: