Engineered for Durability, Efficiency, and Seamless Warehouse Operations
In the modern era of global trade, Equipment Trolleys have transitioned from simple manual tools to sophisticated, mission-critical assets for supply chain management. As e-commerce continues to reshape the retail landscape, the demand for efficient logistics equipment has skyrocketed. From the massive distribution centers in North America to the bustling manufacturing hubs in Asia, equipment trolleys are the backbone of internal material movement.
Today's industrial landscape demands more than just a "cart on wheels." Companies now seek specialized solutions like nestable roll cages for return logistics, 25-ton heavy-duty electric platforms for heavy machinery transport, and high-security trolleys for high-value goods. The market is currently seeing a significant shift toward ergonomic designs that reduce worker fatigue and modular systems that can adapt to varying cargo sizes. As a leading manufacturer, we recognize that the global business status of equipment trolleys is no longer just about volume—it is about intelligence and reliability.
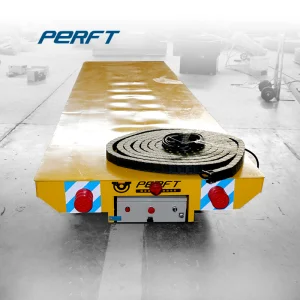
Manual labor is being replaced by motorized solutions. Our motorized platform trolleys and rail-based electric equipment signify the move toward semi-autonomous and remote-controlled material handling.
Steel is the material of choice for the green revolution. Our metal steel roll containers are 100% recyclable, offering a long lifecycle that reduces the carbon footprint compared to plastic alternatives.
With warehouse space costs rising globally, "Nestable" and "Foldable" designs are crucial. We focus on trolleys that save up to 75% of space when not in use, optimizing return logistics and storage.
Global procurement teams are looking for more than just a vendor; they are looking for a strategic partner. Based on our trade data, 81% - 90% of our production is exported, reflecting a deep understanding of international standards. Procurement professionals today prioritize:

We are a professional logistics equipment manufacturer integrating scientific research, development, manufacturing, sales, and service since 2007.
Our 10,000 square meter plant is equipped with state-of-the-art machinery for stamping, drawing, resistance welding, and wire cutting.
With over 100 employees, including dedicated technicians and quality management personnel, we ensure every trolley meets rigorous standards.
Our products are engineered to solve specific challenges across diverse industries.
Used for transporting heavy components across assembly lines using our heavy-duty electric platform transport trolleys with up to 25-ton capacity.
4-sided steel roll cage trolleys with shelves are perfect for restocking aisles and organizing inventory in high-traffic retail environments.
Collapsible roll cages with durable casters allow for the efficient transport of linens and textiles in industrial laundry facilities.
Our mesh flower trolley carts are designed specifically for nurseries, providing optimal airflow and movement for delicate plants.
Radio shuttle rack systems and warehouse automation equipment integrate with our trolleys for a fully automated logistics center.
As a leading Chinese factory located in the logistics hub of Ningbo, we offer unparalleled advantages to our global clients:
Proximity to steel suppliers and major ports (Ningbo-Zhoushan) reduces raw material costs and simplifies shipping logistics (FOB, CFR, CIF).
Quick adoption of AI and automation in our production lines allows us to produce complex items like Remote Control Warehouse Automation systems at competitive prices.
Whether you need a single prototype or a batch of 5,000 trolleys, our production lines are designed for flexible scaling to meet your business growth.






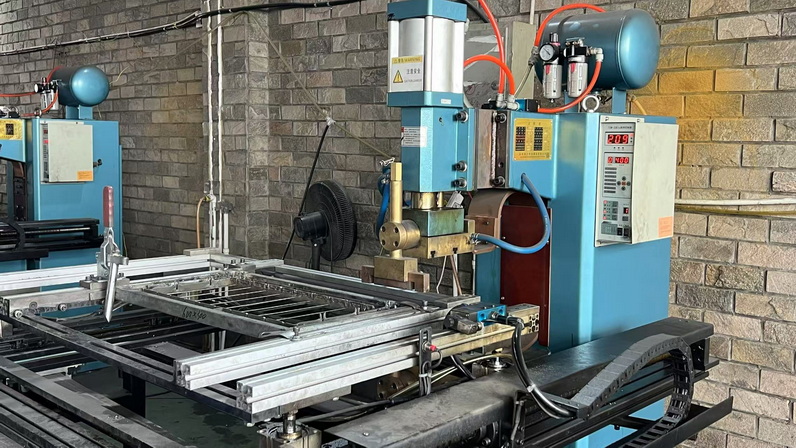



Advanced Automation and Precision Tools for Your Facility